
Diesel Coal Mine Monorail Transport Locomotive: Smart Tech Upgrade
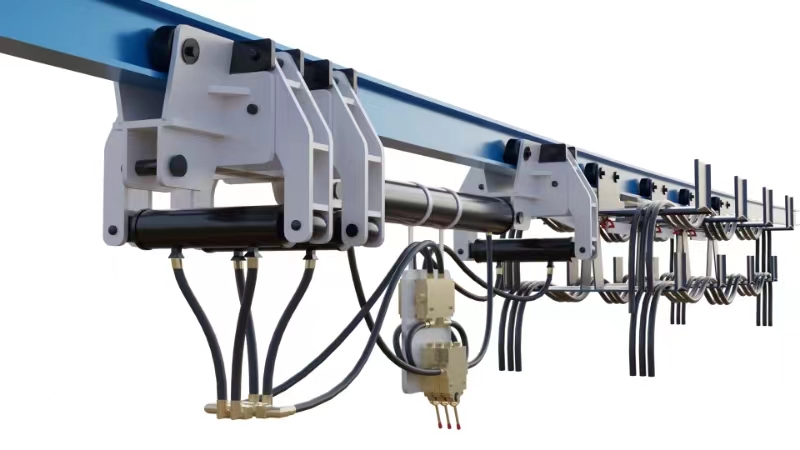
In the modern transition toward intelligent mining, upgrading the auxiliary transport system remains a critical priority. Recently, a major coal mine successfully deployed the Diesel Coal Mine Monorail Transport Locomotive in its underground transport lane. This heavy-duty project has become a benchmark for smart mining upgrades, perfectly demonstrating the seamless integration of advanced technology and traditional mining logistics.
Why Upgrading Your Diesel Coal Mine Monorail Transport Locomotive Matters
In the past, underground material handling required extensive manual labor. Moving heavy mining components or structural equipment typically required at least 3 to 4 experienced workers per shift. This old method caused heavy physical exhaustion, high safety risks, and unexpected operational delays. Workers had to balance heavy lifting with complex coordination, always concerned about severe underground injuries.
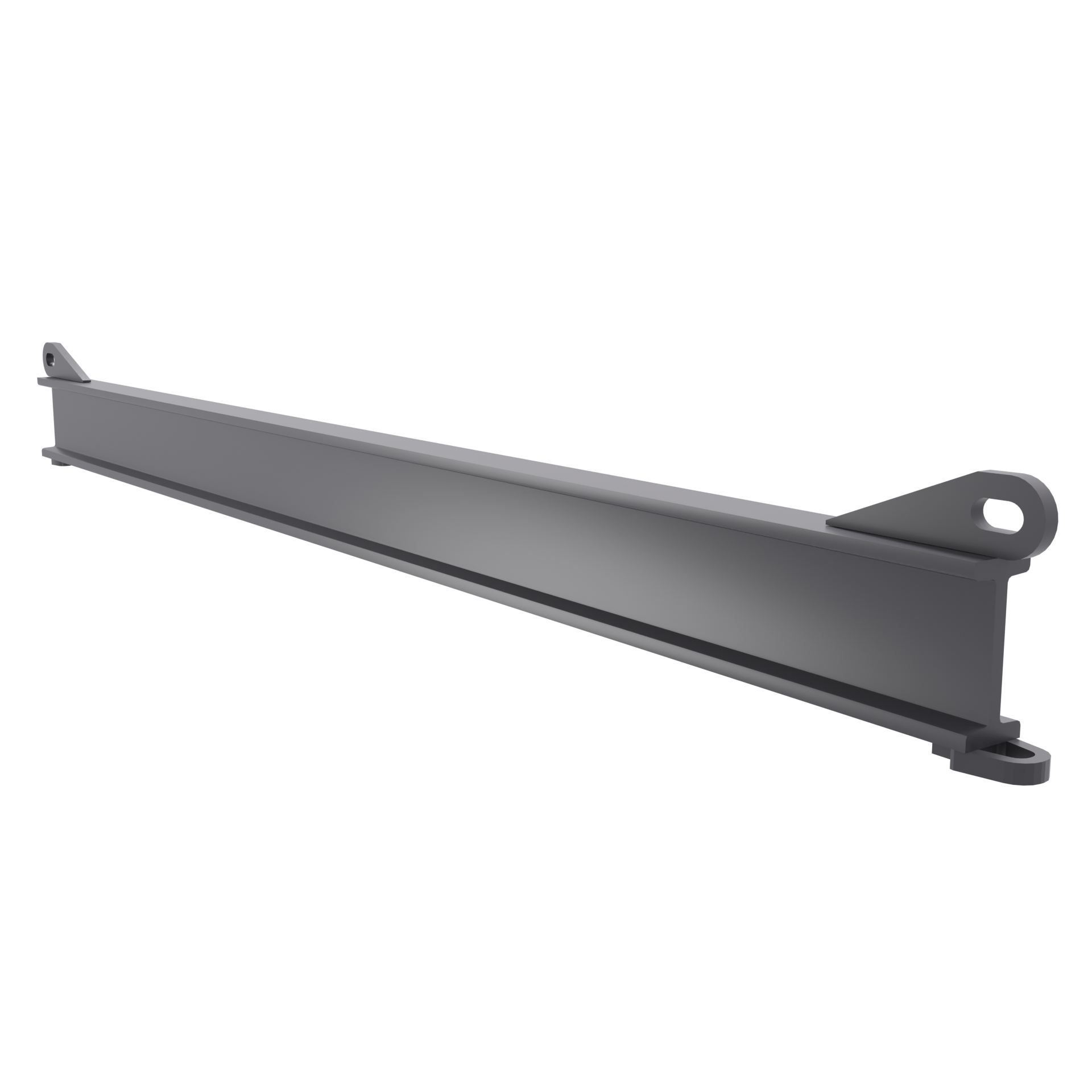
The introduction of the new Diesel Coal Mine Monorail Transport Locomotive has completely revolutionized this daily routine. It drastically reduces labor intensity while making underground logistics faster, greener, and much safer. Furthermore, this system is strong enough to transport massive hydraulic supports for the mining face, bringing overall mine efficiency to the next level.
Key Technical Advantages of the Modern System
The specialized Diesel Coal Mine Monorail Transport Locomotive provides distinct technical benefits for global mining operators seeking a safe work environment:
- Dual-Mode Operation: It retains the intuitive experience of traditional equipment, allowing the operator to drive directly on the cabin when necessary.
- Advanced Remote Control: For high-risk environments, operators can use a wireless remote control device to manage the locomotive from a designated safe zone, completely avoiding workplace hazards.
- Eco-Friendly Exhaust Treatment: The equipment features a specialized high-efficiency filter combined with a water-purification exhaust system. This design offers excellent emission treatment, a simple replacement structure, and low maintenance costs that fully meet strict environmental regulations.
Driving Mining Logistics into a Smarter Future
Empowered by continuous intelligent equipment integration, modern mines are advancing toward a safer, more efficient, and smarter future. The layout of this project provides practical, real-world case studies for regional coal mining operations worldwide.
Choosing the right Diesel Coal Mine Monorail Transport Locomotive ensures that your logistics keep pace with industrial automation. Relystone is committed to providing robust heavy-duty transport solutions tailored to challenging underground conditions.
Request a Quote for Diesel Mining Transport Solutions Are you looking to replace outdated transport methods with a high-capacity system? Please contact Relystone’s Engineering Team Today for the ultimate Diesel Coal Mine Monorail Transport Locomotive solutions.ed transport methods with a high-capacity system? Please contact Relystone’s Engineering Team Today for the ultimate Coal Mine Monorail Transport Locomotive solutions.

Vision & Mission
We are committed to providing safe, efficient, and environmentally friendly solutions for global customers through continuous technological innovation and exceptional product quality, driving industry progress and collectively creating a better future.
Core Values
We are guided by customer needs, deeply understand their scenarios, deliver products and service experiences that exceed expectations, and establish and maintain lasting partnerships.How to be a person | How to do things | How to do business | Pragmatic Innovation | Pursue excellence | Team Spirit
More products




Relystone Intelligent Technology (Shandong) Co., Ltd.
Relystone Intelligent Technology (Shandong) Co., Ltd., founded in October 2022 with 50 million Yuan capital, integrates mining machinery production and sales. Located in Mencius’ hometown, ZouCheng, it covers 11,000 m² and employs over 50 professionals, ensuring strong R&D and manufacturing support. Years of practice have yielded a full fluid control portfolio serving mining, gold and power sectors; its unique, high-quality, reliable design wins customer acclaim. Backed by an elite after-sales team, Relystone follows the spirit of “focus, innovation, pragmatism, efficiency” and the principle of “quality for survival, technology for development, management for efficiency, brand for market.” High-performance products, expert support and close cooperation deliver mutual benefit and win-win results.